Defects In Sheet Metal Operation

Dissecting Defects Part I
Identifying And Resolving The Most Common Defects In Sheet Metal Forming Stampingsimulation
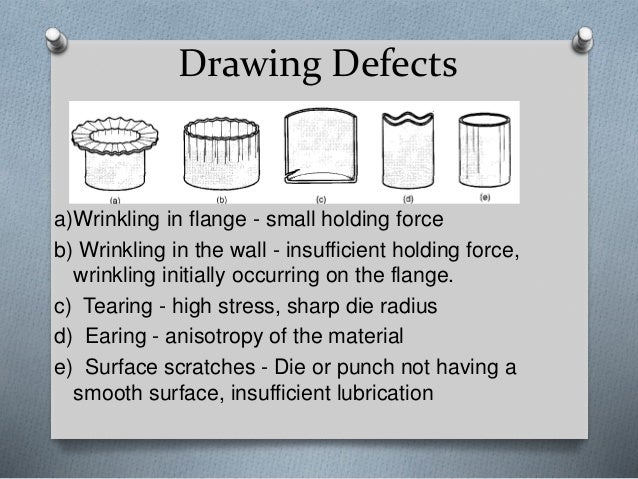
Metal Forming Defects

3 Ways To Predict Cracking And Splitting During Sheet Metal Forming Wiley Metal

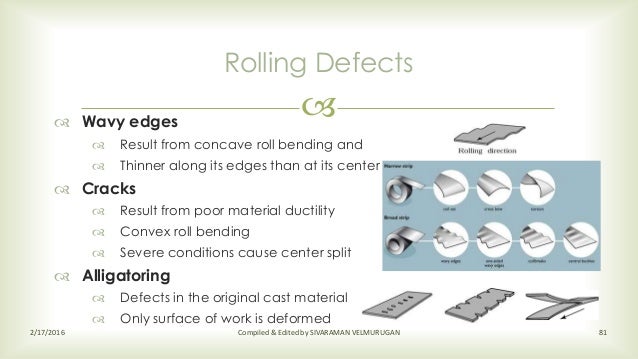
Rolling Defects Of After Machined Metals Techminy
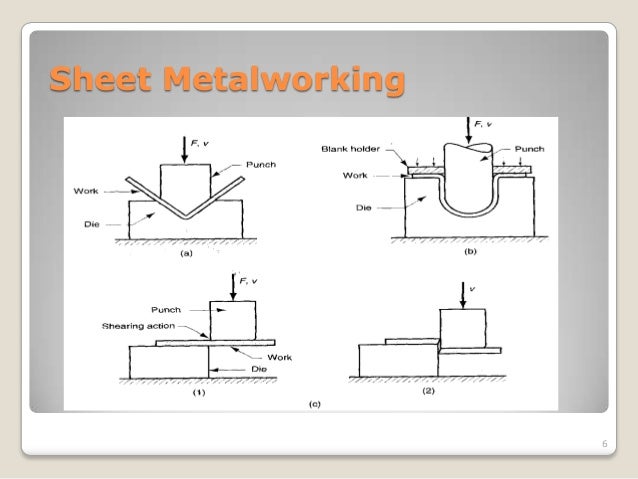
Sheet Metal Forming And Operations
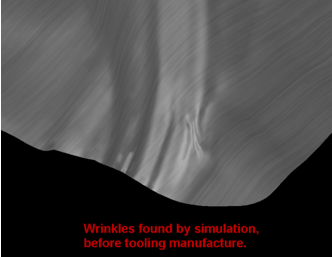
The flange of the blank undergoes radial drawing stress and tangential compressive stress during the stamping process which sometimes results in wrinkles.
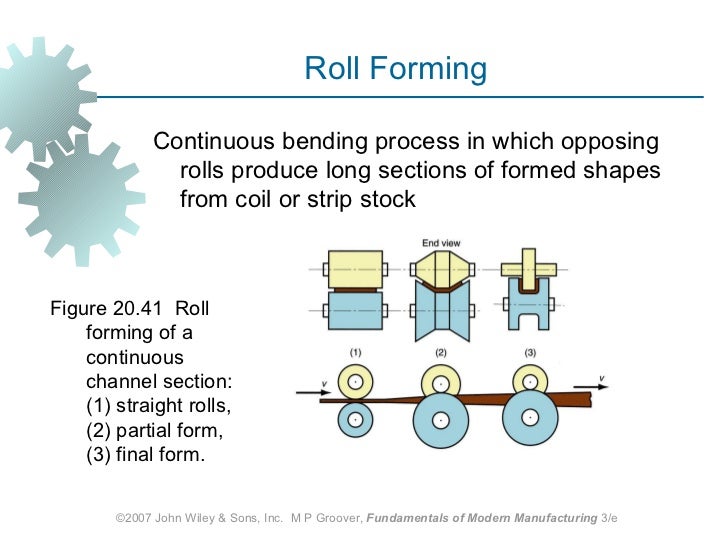
Defects in sheet metal operation.

Sheet Metal Forming Lecture 6 Emu Ppt Video Online Download
Sheet Metal Working Process
Deep Drawing Of Sheet Metal

Why Roller Leveling Arku
4 Common Weld Defects How To Prevent Them In Your Sheet Metal Design

Orange Peel Industrial Metallurgists

Surface Defect An Overview Sciencedirect Topics

Deep Drawing An Overview Sciencedirect Topics
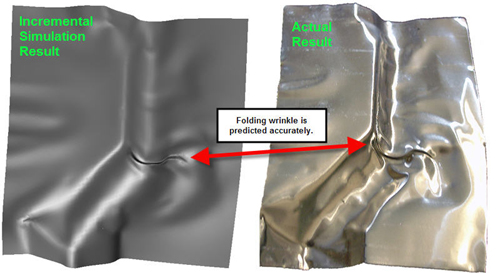
Predict Folding Wrinkles Using Simulation Stampingsimulation
Http Web Mit Edu 2 810 Www Files Lectures 2015 Lectures Lec6 Sheet Metal Forming 2015 Pdf
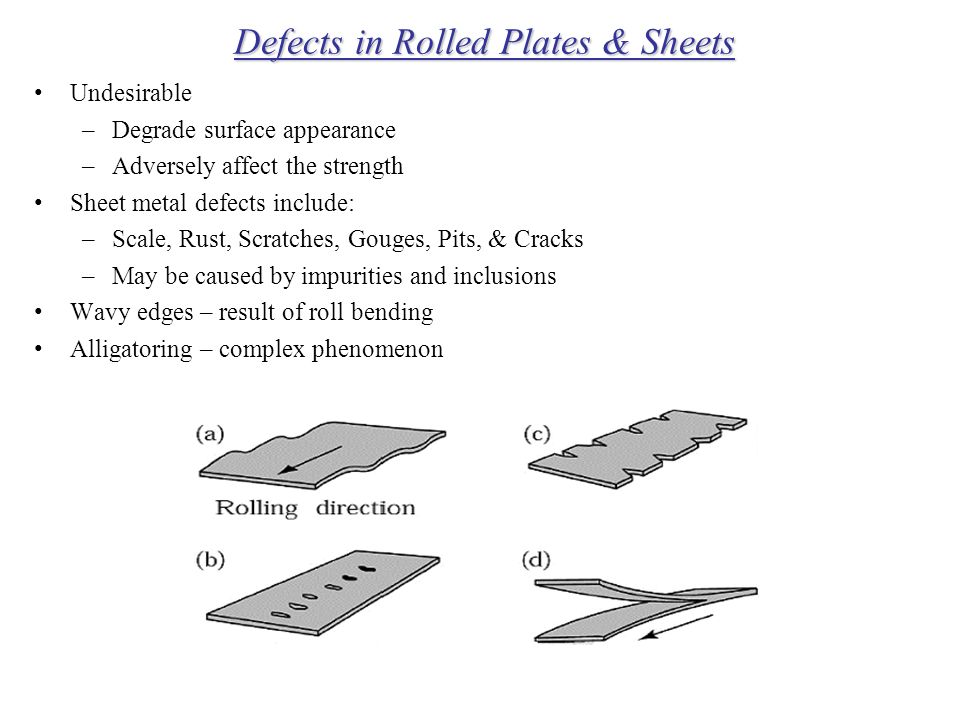
Rolling Of Metals Ppt Video Online Download

Analysis And Reduction Of Wrinkling Defects For Tube Hydroforming Magnesium Alloy Components At Elevated Temperatures Sciencedirect

Sheet Forming Process An Overview Sciencedirect Topics

Metal Forming Process An Overview Sciencedirect Topics
6 Deformation Processes Unit Manufacturing Processes Issues And Opportunities In Research The National Academies Press

Defects Welding Table Welding Welding Projects
Sheet Metal

A Review On Mechanical Joining Of Aluminium And High Strength Steel Sheets By Plastic Deformation Sciencedirect
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcruj8fwwvr2651j0vqx L4mceiwst0luhzetxyurjya0lribajs Usqp Cau
Dr R Narayanasamy Power Point On Deep Drawing

Main Type Of Defects In Steel Structures A Contamination B Download Scientific Diagram

Sheet Metal Forming Process Chapter 7 Ppt Download

Metal Forging In 2020 Forging Metal Conceptual Understanding

The Microforming Process Part One Total Materia Article
Source : pinterest.com
